The system was required to automatically load components into a vertical moulding machine. Each mould tool (2 off mounted to a rotary index table) had 4 mould impressions which required a total of 8 components to each mould tool (4 Inserts and 4 Antenna). On completion of the moulding cycle the 4 mouldings were automatically removed, the moulding sprue detached and then placed to a cooling carousel. From the cooling carousel the mouldings are tested, firstly for continuity across the antenna pins and then into a leak decay station. On completion the finished components are either rejected (if failed either test) or automatically packed. The packing area included an automated empty box in-feed and fill box out-feed.
Challenge
- The automated system must achieve precise repeatability and positional accuracy when placing the inserts and antenna’s to the moulding tool.
- The mouldings are at 70°c when removed from the moulding tool, they have to be cooled prior to testing. The enervative cooling process facilitates up to a maximum of 12 minutes cooling time.
- The system must automatically place good mouldings in the appropriate packaging and securely quarantine rejected mouldings for further manual inspection.
Solution
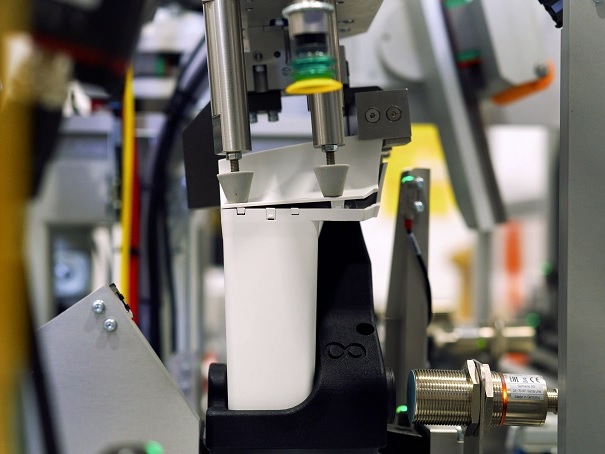
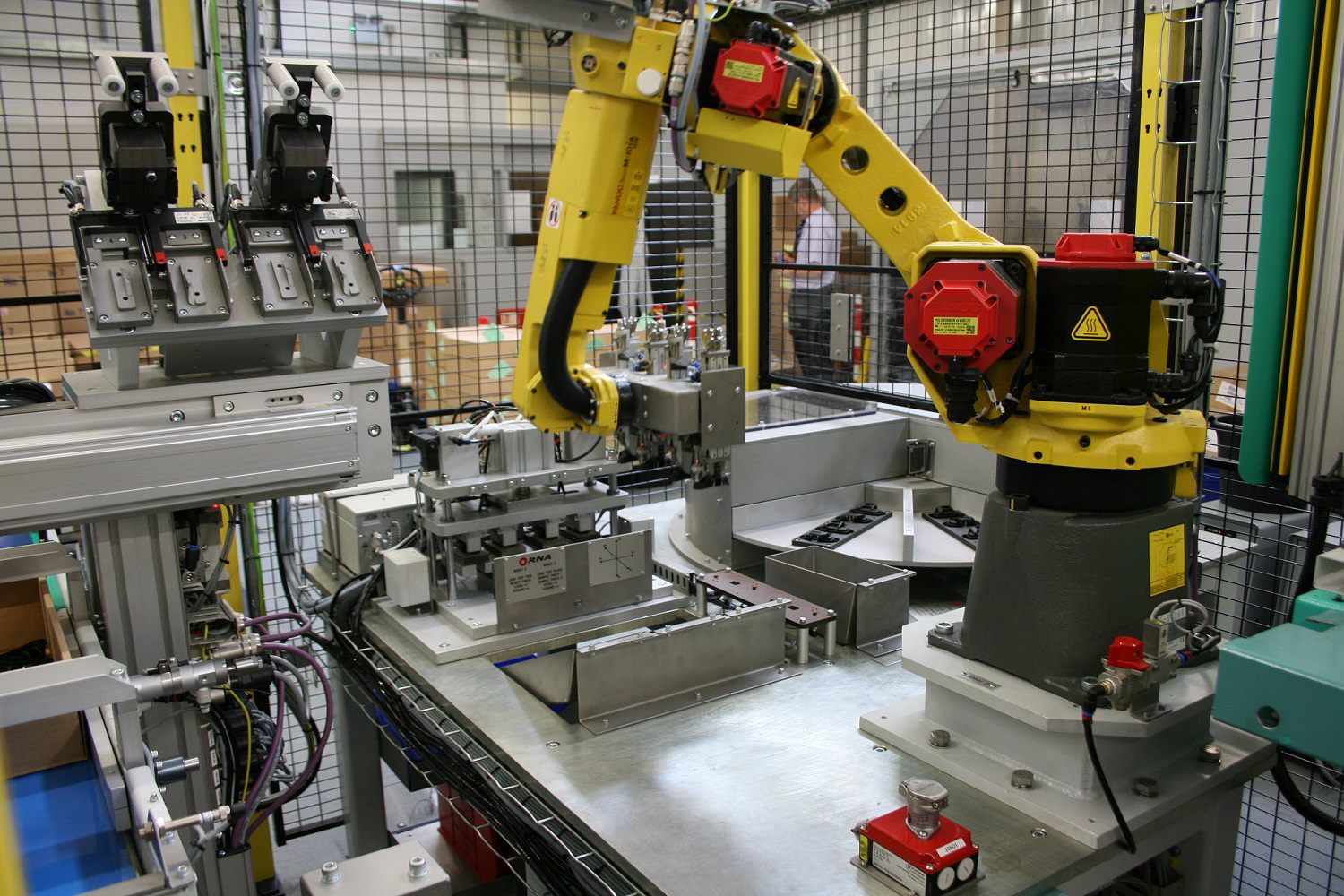
To begin the process 2 types of component parts (Insert & Antenna) are fed and orientated via 2 vibratory bowl and linear feed systems. The components are fed to 2 independent precession shuttle mechanisms so that the Insert and Antenna are always in a known repeatable and accurate positional location. RNA selected a Fanuc M10iA robot complete with a specifically designed double gripper mechanism to pick 4 Inserts and 4 Antenna from their respective locations. The Inserts and Antennas are then placed in the correct orientation within the 4-cavity moulding tool. Our client used an Arburg 1200T vertical moulding machine with a 2 position rotary index table, this enables RNA to simultaneously load inserts and antennas whilst the moulding process is taking place.
On completion the 2 position rotary index table actuates and presents an open mould tool to a second Fanuc M10iA robot. The robot utilising a double gripper picks the 4 previously moulded components along with the moulding sprue. The robot indexes and drops the sprue material into a recycling bin. The 4 mouldings are now placed to the continuity test station. If all 4 mouldings pass they are then placed within the required cooling area.
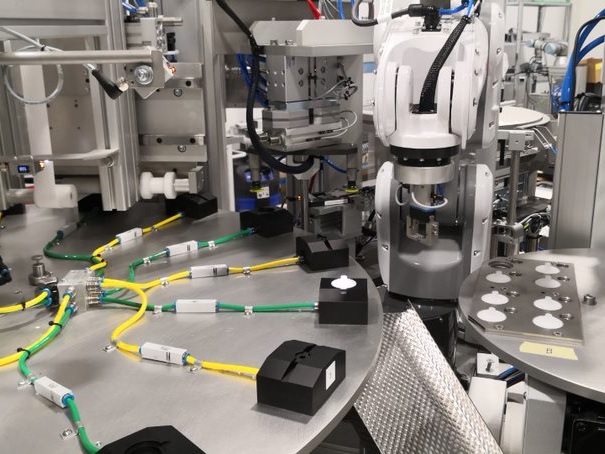
One of the critical requirements of this project is that all mouldings go through a decay test cycle. When the mouldings are removed from the mould tool they are at a temperature of 70°c, to ensure that the efficiency and accuracy of the test process is maintained it is necessary to reduce the moulding temperature in a controlled manner. RNA developed a cooling system based on a rotary table and cooling fans.
After the cooling phase the mouldings are placed to the leak decay test station. All 4 mouldings are detected in the station and they are all marked with a simple pin stamp. The leak decay test is based on 3 bar @0.3cc/min. On completion of the leak decay test all 4 components are marked for the second time with the pin stamp. All 4 mouldings are now removed automatically and placed with a holding device within the packing area. If they fail they are placed within a second secure quarantine bin.
The packing area consists of an automatic box in-feed and out-feed system along with the escapement mechanism. An empty box is presented and filled with tested moulding, each box has 72 pockets and each pocket holds 2 mouldings. Once the box is filled it is automatically released and transferred to the out-feed conveyor system. The capacity of the in-feed and out- feed conveyors is 10 boxes.