Solution
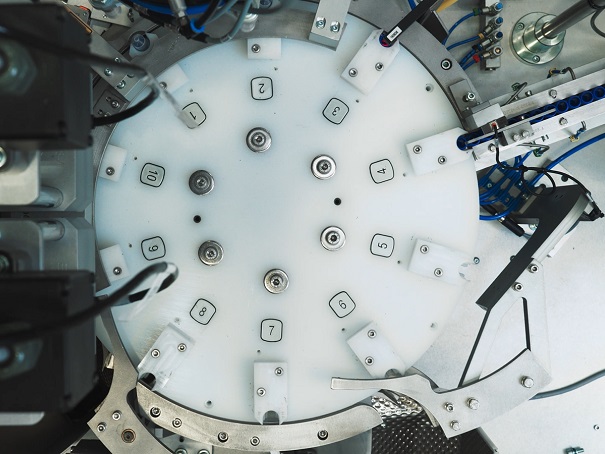
Station 1 – Load outlets
At the first station, outlet mouldings are loaded in bulk to a vibratory bowl feeder. The bowl feeder orientates the parts and feeds them to a location plate to accurately locate the parts for picking. The bowl feeder and linear feeder have quick change adjustments and the location plate is automatically indexed between the two variants.
The outlets are transferred from the location plate into the rotary table nest by a pneumatically actuated twin-headed rotary pick and place unit fitted with two pneumatic grippers, which are universal to grip both variants.
Station 2 – Load filter media to 13mm outlets
Filter media is loaded in reels onto the de-reeler unit which has a quick action reel location on the spindle. This enables the filter media to be fed on demand at a constant tension to the punch & insertion mechanisms.
The filter media are indexed at the punch and are punched vertically upwards through the die. The media discs are transferred into the outlet in the rotary table nest by a pneumatically actuated twin-headed rotary pick & place unit. Scrap filter media are fed to a scrap bin.
Station 3 – Load filter media to 30mm outlets
Media strips are loaded by an operator into a magazine of a proprietary sheet feeder accessible from outside of the machine guarding. The lowermost strip is transferred to a pneumatically actuated feed mechanism which grips the strip with vacuum to feed it a pitch at a time under a die. A pneumatically actuated punch mounted on a die (set for accuracy punches the media disc through the die for picking by a pick and place unit. Scrap media is fed via a venturi air mover to a scrap bin.
The media discs are transferred from the die into the outlet moulding on the rotary table by a pneumatically actuated rotary pick and place unit, equipped with two vacuum pick-ups. The
twin heads enable simultaneous picking and placing. Interleaf strips are picked with vacuum from the bottom of the magazine and removed with a pneumatically actuated slide to a scrap bin.
Station 4 – Check filter media present and heat seal station
An optical sensor confirms the presence of the filter media, before it is secured into the outlet on the vertical axis via a heat seal.
Station 5 – Load inlets with media
Inlets are loaded in bulk to a hopper feeding on demand to a bowl feeder. The inlets are fed open side down to a location plate where it is accurately located for picking. The location plate
is automatically indexed to accommodate 13mm & 30mm variants. A twin-headed pick and place unit transfers inlet mouldings from the location plate to an intermediate location above a 30mm media punch.
Filter media for 30mm products are reel fed from a similar system to the previous reel fed station (station 2). The media is indexed through the free issue punch by brushless DC motor driven pinch rollers. The cropping punch actuates from below the media to insert it into the inlet as it is placed by the pick & place. The second pick & place head transfers the inlet moulding with media into the outlet located on the rotary table.
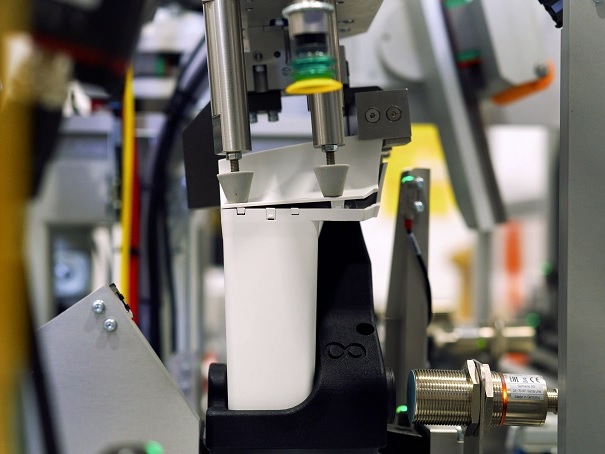
Station 6 – Press inlets into outlets
Pneumatically actuated tamp mechanism ensures the inlet is fully inserted into the outlet.
Station 7 – Spare station for future proof upgrade capabilities
Station 8 – Load to IMM
A vision system is fitted to confirm the present of the filter media. A SCARA robot equipped with pneumatic grippers collects the assembled parts. The grippers are mounted via a manual
toolchanger for quick product changeover. The robot picks individual parts from the rotary table and places them into a staging location mimicking the injection mould tool format. Parts rejected by the inspection stations are dropped into a reject chute. A pneumatically actuated pick and place unit then transfers inlet/outlet assemblies eight at a time into the mould tool on the Engel injection moulding machine.
Unload Station
A pneumatically actuated pick and place unit picks the overmoulded parts attached to a sprue from the mould tool and transfers them to a de-sprue cropping tool. Vacuum sensors ensure all the moulds have been picked from the tool. The pick and place then places the moulds locating the gates into cutting blades on the sprue cropping tool.
A punch mounted on a pneumatically actuated vertical slide punches the sprue through the cutting blades enabling the finished overmoulded parts to fall away via collection chutes to a stillage. Sprues drop into a scrap bin.