
Industry:
Application:
Automatic Rotary Indexing Assembly
RNA skills:-
● Machine building and integration
● Machine and process control
● Bespoke assembly machine
● Rotary indexing tables
● Feeding and handling
● Machine and process control
● Pick and place
● Project management
Solution
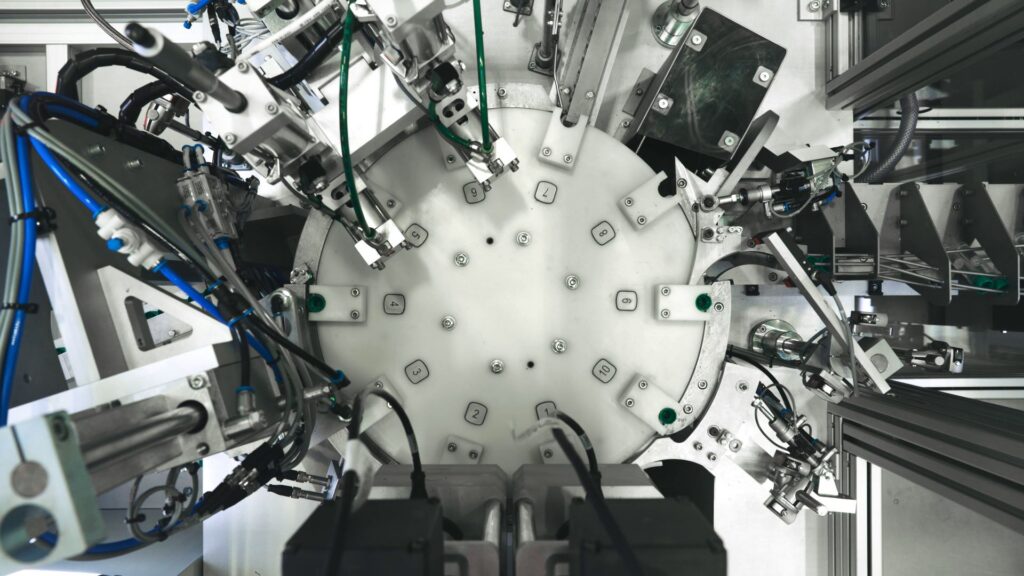
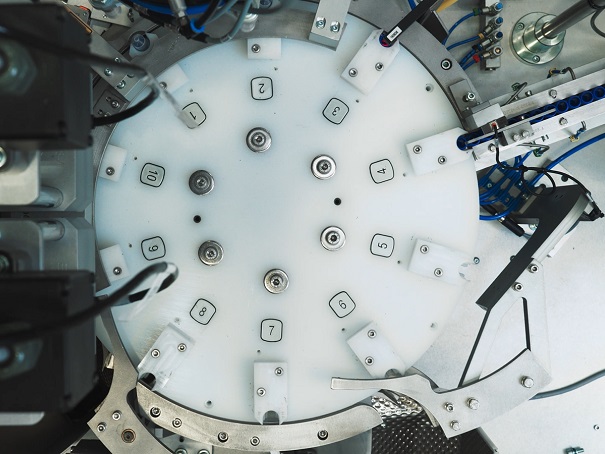
In a cycle time of 1.2 seconds, the 10-position cam indexing assembly machine fills and assembles two component parts, monitors them for quality and sends them to an automatic labelling system.
Station 1 – Vial loading in pairs
At station 1, Vials are loaded by vibratory bowl feeder into an empty pocket on the dial plate each time the machine plate indexes and then are transferred to the second station.
Station 2 – Twin head fill station
When 2 empty Vials are presented under station 2, the valves are activated to fill the vials. If one vail is missing, no filling take places and both pockets are identified as rejects.
Station 3 – Cap loading in pairs
Caps are orientated and fed by the Cap bowl feeder from both lanes into the escapements. The escapement side shuttle to present 2 caps for the Pick & Place.
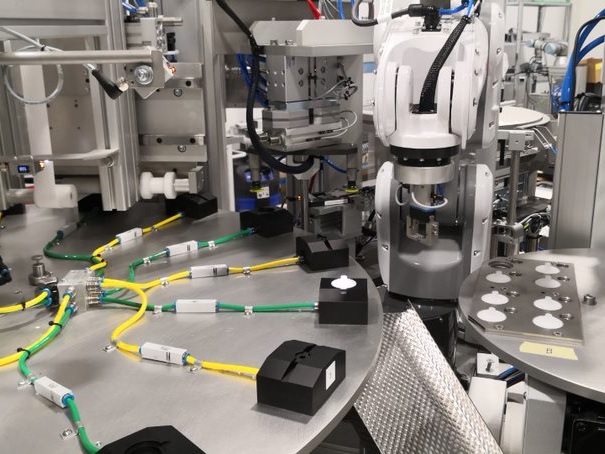
The caps are transferred into the rotary table nest (right above the filled vials) by two pneumatically actuated twin-headed rotary pick and place units fitted with pneumatic vacuum gripper.
Station 4 – Twin head cap closing station
When 2 vials with loose caps are presented under station 4 two pneumatic cylinders advance the two screw heads. The screw heads screw and tighten the caps and vials to form the assembled component parts.
Station 5 – Divert to box & Unload to label machine station.
If the label machine is not running, the “divert to box” wiper on a pneumatic cylinder is positioned to wipe all good product off the dial plate onto a chute into a box.
If the label machine is running or parts are identified as reject, the “divert to box” wiper on a pneumatic cylinder is positioned to allow all parts to move through to the next position.
An “unload” wiper on a pneumatic cylinder is positioned to wipe all GOOD parts off the dial plate onto the exit track where the linear track transfers the assembled parts onto the labelling machine.
In the event of parts identified as reject, the “unload” wiper cylinder will remove the wiper and the parts will move through to a third fixed wiper that will drop the parts into the reject box.
 Vial Loading into Machine
Vial Loading into Machine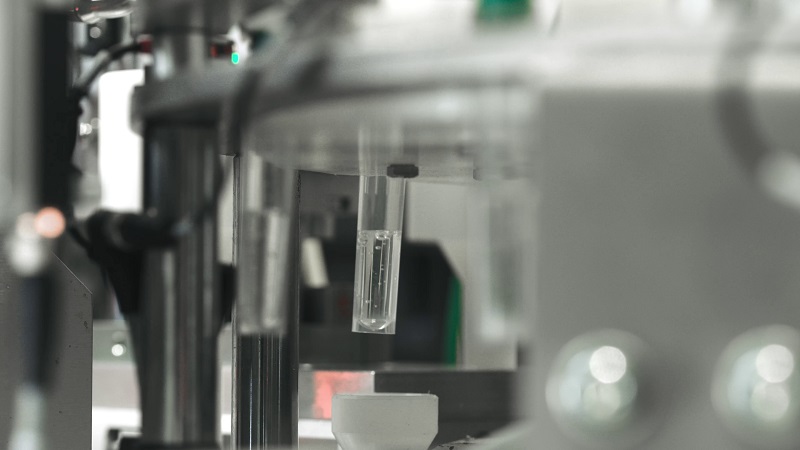 Filling Station
Filling Station Cap Loading into Machine
Cap Loading into Machine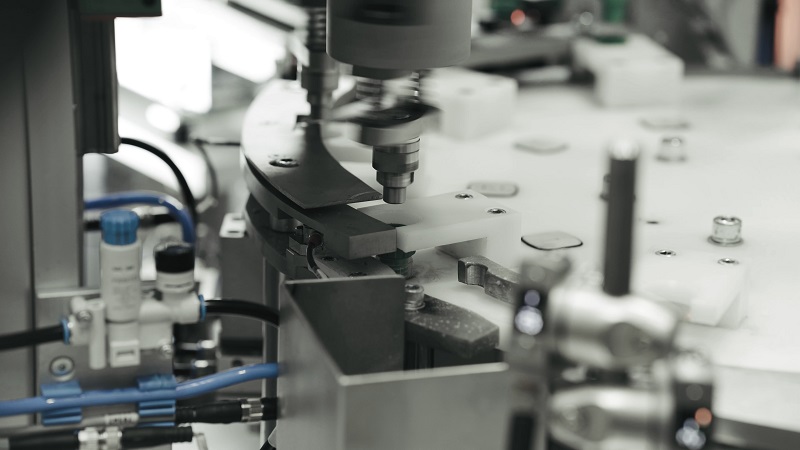 Cap Closing Station
Cap Closing Station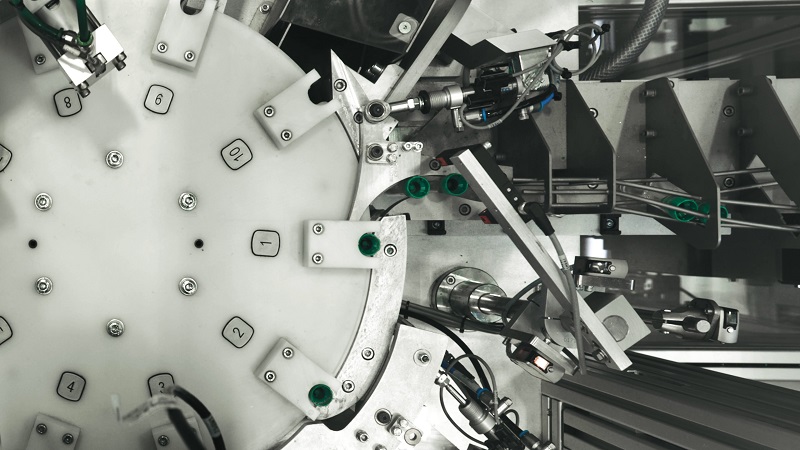 Unload to Labelling Machine
Unload to Labelling MachineWatch
How RNA Automated Assembly Machine Assembles Sediment Tube and Filter together
# Life Science
# Bespoke assembly machine
# Rotary indexing machine
Key features & benefits
- 10 station rotary index machine.
- 1.2 second per assembly cycle time.
- Custom assembly machine with rotary indexing table.
- High speed and user-friendly.
- High precision and repeatability.
- High productivity.
- PLC control system with HMI.
- Easy integration into downstream processes.
- RNA designed and developed rotary indexing systems, tailored to the customer’s specific applications.
- Cross-industry functionality that can be utilized in many environments ranging from assembly, machining, testing, printing to parts positioning and transfer. Part feeding and handling, pick and place and vision inspection can be integrated for semi or fully automated operation.

Contact
Send your message to a member of our team
Read our Privacy Policy to learn how we manage and protect your submitted information.