Expert Insight: If operators are constantly “turning up the controller” to maintain the same output, the problem is rarely the drive unit itself. More often, the coating has worn smooth or become glazed with material build-up, reducing the effective transfer of energy into the parts.
— Insights — Vibratory Bowl Feeder Coatings Explained: Why Surface Condition Controls Part Behaviour
Scroll
Originally posted on: May 11, 2026
Vibratory Bowl Feeder Coatings Explained: Why Surface Condition Controls Part Behaviour
Author: Ying Zhang
In vibratory bowl feeding, the surface condition of the bowl plays a major role in how parts move, separate, orientate, and behave during the feeding process. The coating or lining is not simply there for noise reduction or cosmetic protection — it directly affects friction, stability, feed consistency, and long-term reliability.
Every component interacts continuously with the bowl surface as vibration energy moves it through the system. Too little friction can cause parts to slip, bounce, or lose orientation. Too much friction can lead to sticking, jamming, or unstable movement. The correct surface condition creates controlled, repeatable part behaviour.
How Feeder Coatings Affect Friction in Vibratory Bowl Feeders
A vibratory bowl feeder drives parts forward through friction. Too little friction and parts simply vibrate in place; too much and they resist directional movement, jam on tooling, and reduce throughput. The coefficient of friction between the part and bowl surface — which varies significantly depending on the materials in contact — governs where in that range the system operates.
Surface texture matters independently of material. A polished surface allows parts to slide and re-orient freely, while a textured surface adds grip that stabilises parts prone to toppling. These properties interact with part geometry, mass, track angle, and drive settings. Coating selection requires understanding the part first.
Bare Stainless Steel: The Default That Isn’t Always Right
While durable and essential for food, pharmaceutical, or cleanroom applications, polished stainless steel has a relatively low coefficient of friction. For lightweight plastic parts, this can lead to “slippage”, where the bowl moves but the part remains static, or worse, “dancing”, where the part bounces erratically without making forward progress.
But “bare stainless” isn’t a single surface condition. Grit-blasted, mirror-polished, electropolished, and shot-peened stainless all present different friction profiles. RNA engineers routinely specify different surface finishes on different sections of the same bowl — polished where parts need to slide into a tooling gate, textured where they need to hold orientation through it.
Polyurethane (PU) Linings: The Workhorse Coating
Polyurethane is the most widely used bowl lining in industrial vibratory feeding. It solves several problems simultaneously.
The most immediate benefit is noise reduction. A polyurethane lining absorbs impact energy rather than transmitting it as sound — typically cutting noise output by 8–12 dB for metal stampings. In some environments, this can make a significant difference to workplace noise compliance.
Elastomeric compliance also reduces bounce. Parts settle more consistently onto the track, improving orientation reliability for robotic pick or direct assembly feed.
A high-traction PU coating increases the grip, allowing the bowl to operate at a lower amplitude while maintaining a higher feed rate. By increasing traction, we ensure that the energy of the drive unit is efficiently transferred into the part’s movement.
SPOTLIGHT
Discover RNA Lifecycle Services
Our team of highly skilled service engineers leverages decades of automation experience to address your maintenance needs promptly.
● Bowl Feeder Relining
● Refurbishing
● Spare Parts
● Servicing
Get started >



Protecting the Product and the Process
The choice of feeder coating is often a balance between protecting the part and protecting the bowl itself.
1. Part Integrity and Aesthetics
For decorative plastic caps, polished medical devices, or precision-machined components, constant contact against bare steel can cause scuffing, witness marks, or edge damage.
- Soft linings: Materials such as Habasit or specialised soft-grade polyurethanes act as a cushion, absorbing impact energy and helping ensure that parts exit the feeder in the same condition they entered.
2. Noise Attenuation
The factory floor is a loud environment, and a large stainless steel bowl feeding metal parts can easily exceed acceptable workplace noise levels.
- Damping: A sprayed or bonded lining breaks the “ringing” of the metal. It absorbs the high-frequency acoustic energy generated by the parts hitting the bowl wall.
3. Wear Resistance for Abrasive Parts
Conversely, some parts are “bowl killers.” Think of ceramic insulators, cast iron fasteners, or glass-filled polymers. These materials act like sandpaper on bare steel.
- Hard Coatings: In these scenarios, we specify high-shore hardness polyurethanes or specialised coatings like Plasma coatings or hard chrome. These surfaces are designed to be sacrificial or ultra-resilient, preventing the “tracking” (grooves worn into the bowl) that eventually ruins orientation precision.
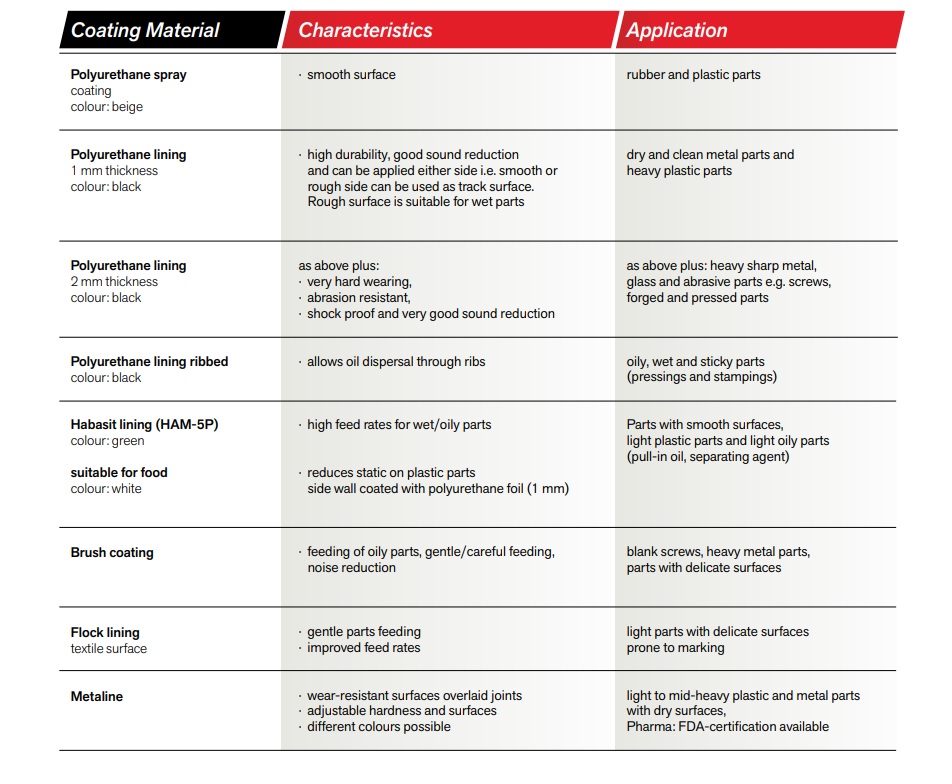
RNA Bowl Feeder Coatings
📩 Need advice on feeder coatings or bowl relining? Contact us today to discuss the right surface solution for your component parts, feed rates, and production environment.
📞 Or call us on +44 (0)121 749 2566 to discuss refurbishing or re-lining your existing equipment.
📞 Or call us on +44 (0)121 749 2566 to discuss refurbishing or re-lining your existing equipment.
Coatings Wear — and So Does Performance
As feeder coatings wear over time, friction characteristics change. This can lead to:
- Reduced feed consistency
- Increased jams or recirculation
- Higher vibration settings
- Orientation instability
- Increased part marking
Many feeding problems are caused not by the drive unit or tooling, but by gradual surface wear inside the bowl.
Bowl relining therefore restores more than appearance — it restores the original feeding characteristics the system was designed around.
Maintenance and the Lifecycle of a Coating
Coating inspection should be part of any planned maintenance programme. Establishing a baseline surface profile at commissioning and re-measuring at defined intervals turns coating condition into a tracked parameter rather than a subjective assessment made after problems emerge. A bowl re-lined on a predictive schedule costs a planned downtime window. Relined reactively, it costs that plus production losses.
Engineering the Entire Feeding Process
Selecting a feeder coating is not a matter of looking at a colour swatch. It requires a deep dive into:
- Part Material: Is the part abrasive, delicate, lightweight, or oily?
- Required Feed Rate: Does the application require high-speed throughput or slow, controlled precision?
- Environmental Constraints: Is it a food-grade (FDA) environment or a heavy industrial foundry?
At RNA, coating selection is treated as part of the feeder engineering process from the beginning. Surface condition, tooling geometry, vibration settings, and part behaviour all work together to determine feeding reliability.
The most effective bowl feeder systems are not designed around the bowl alone — they are designed around how the component behaves on the surface.
Feeder Coatings FAQs
Also available in:
![]() English (United States)
English (United States)
Last edited on: May 27, 2026