New Vibrating Hopper BVLP-4P and Mini Elevator by RNA
RNA has expanded the BVLP series of vibrating hoppers for its FlexCube vibration platforms with the addition of a 4 litre capacity version.
The BVL-4 P vibrating hopper offers the user even more “distance” to optimally feed component parts to the subsequent FlexCube. The BVL-4 P is also driven by a linear drive SLL400 and enables the user to design the feeding process in such a way that the stored workpieces run faster on the outlet side. By mounting the base elements available as accessories, the workpieces can also be distributed even better over the entire surface.
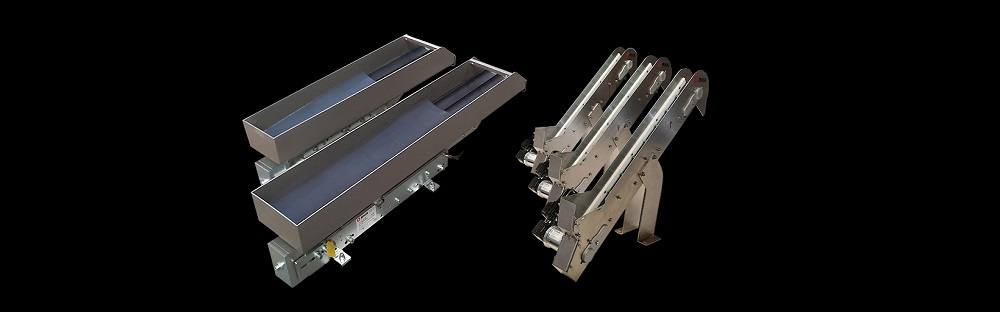
Furthermore, a mini elevator of the STF series has been developed, which is suitable when component parts need to be stored in the smallest of spaces or when parts ejected from the sorting stations are to be returned to the feeding process. In combination with upstream vibration hoppers, component parts can be transferred to the downstream process gently and in an optimally dosed manner. These elevators are designed for direct assembly on the machine table. Like all RNA belt hoppers, the STF-Mini series is built on the proven FP120 conveyor belt.
Special features are:
- All components in contact with the product are made of V2A
- Specially manufactured “hopper sump” to avoid component parts jamming with cleated belts
- Simple and compact structure, inexpensive
- Ideal for applications with elevators in tight spaces